| 厂家/产地 | 纵横机械/洛阳 |
|---|---|
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
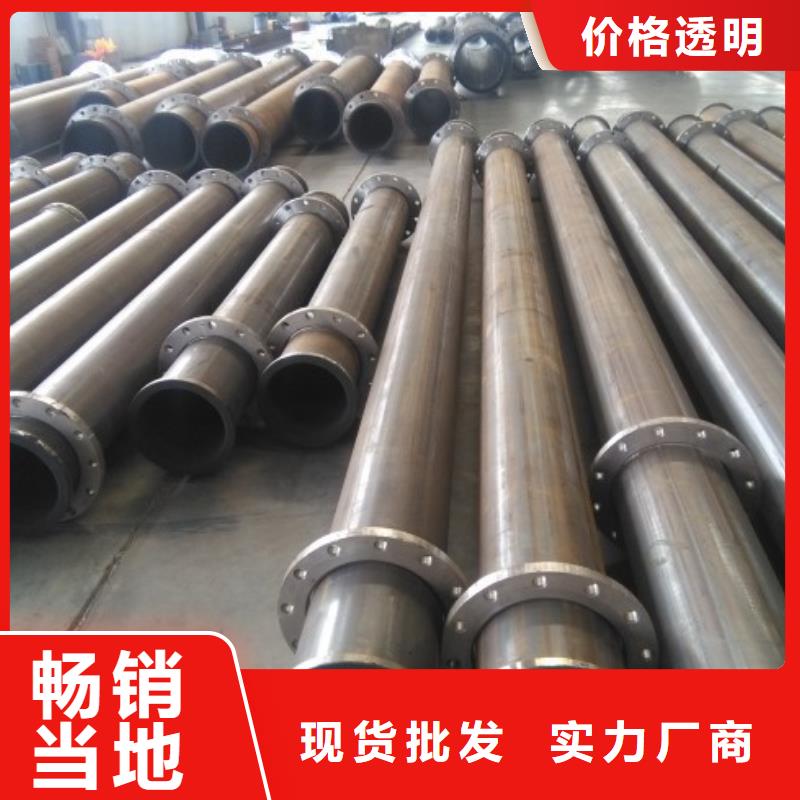
| 连接方式 | 法兰连接 |

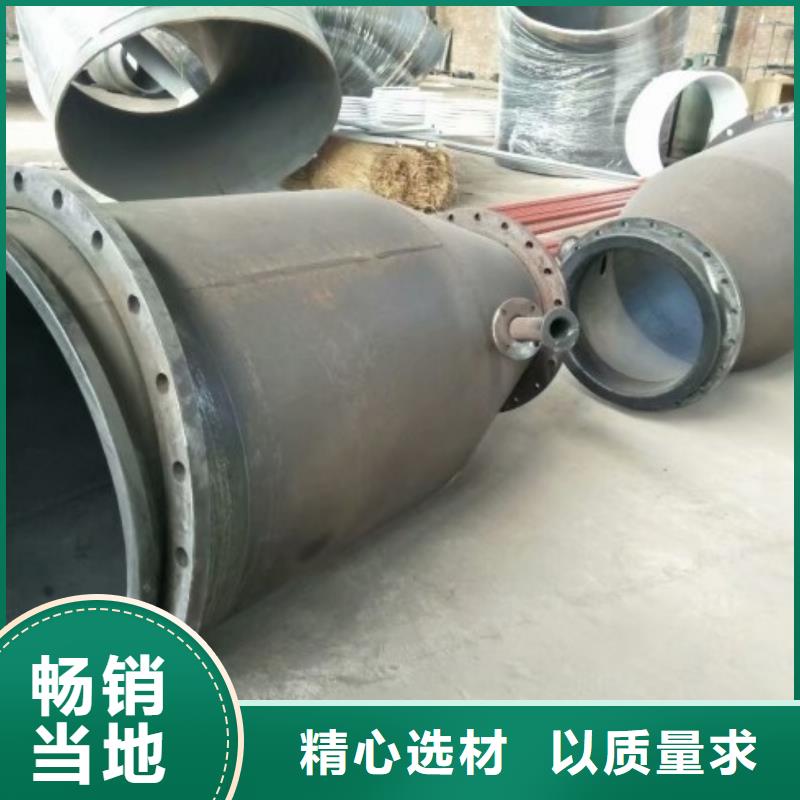
衬胶管道概述
衬胶管道(Rubber Lined Pipes),是一种外部以钢或者硬质结构为管道骨架,内衬耐磨、防腐以及耐高温的橡胶作为衬里层,通过橡胶自身物理和化学性能从而降低了管路输送介质对外部结构的作用如冲击力、腐蚀等,其由于橡胶的缓冲作用,大大延长了管路的使用寿命,降低使用者的成本。
衬胶管道运用原理:
运用橡胶的“以柔克刚”,解决主要以耐磨性能为主的管道衬里,以橡胶的耐腐蚀性和耐高温性很高的对输送管路起到保护作用。
衬胶管道特性:
1. 结构优良
管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
2. 强度高, 抗冲击性高
橡胶弹性体的密度低,重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好, 不产生蠕变,抗冲击,抗震, 抗水锤性能强,便于运输, 安装和维护。
3. 温度适应范围广
脱硫衬胶管道可以在-50°C~+150°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。
4.节能
润滑性好,运行阻力损失小,节省运行费用。
5.抗老化性能优越
在正常使用压力温度下一般使用寿命达到15年以上(理论值)。管道使用6-8年后近90°转动一次,使用寿命会更长,衬胶管道可反复衬胶使用4次,降低成本,制作周期短,可确保工期。


衬胶管道的过流介质主要参数
| 项 目 | 单位 | 介质名称 | ||
| 石膏浆液 | 滤液 | 石灰石浆液 | ||
| 流速 | m/s | 2~3 | 2~3 | 2~3 |
| 制作压力 | MPa(G) | 0.1-1.0 | 0.1-0.6 | 0.1-0.6 |
| 平均密度 | kg/m3 | 1140 | 1000 | 1230 |
| 固体浓度 | Wt% | 20% | 0% | 30% |
| 粒径分布 |
| / | / | / |
| 粘度 | PaS | ~0.002 | ~0.001 | ~0.004 |
| 离子 |
|
|
|
|
| Cl- | mg/l | 40000 | 20000-40000 | 20000-40000 |
| pH |
| 5~6 | 5~6 | 8~10 |
| 温度 | ℃ | 20-70 | 20-50 | 10-45 |



纵横机械制造有限公司主要产品有:(河北张家口) 本地 河北张家口循环浆液衬胶管等,资源充足,品种齐全,库存量大,价位低。
公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁。我们衷心希望与广大客户建立业务联系,提供优质服务,同创业、共诚信求实、发展、创新是我公司的经营宗旨,热忱欢迎广大不锈钢用户及同仁光临我公司,为不锈钢事业共创辉煌。
本公司的经营理念:同样的产品比质量、同样的质量比价格、同样的价格比服务、 同样的服务比信誉
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、优质的产品、低廉的价格。
郑重承诺:保证以好的产品、优的质量、低的价格、完善的服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、品种齐全、价格合理。



衬胶管道优点:
1、结构优良:管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,采用特殊工艺经公司的专业硫化设备复合硫化成型,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
2、耐磨性能好, 寿命长:磨耗值测试结果一般在0.03~0.20 cm3/1.61km范围内,约为塑料的3~5倍,耐磨性比钢管高4-6倍。
3、强度高, 抗冲击性高:橡胶弹性体的密度低(1.2g/cm3),重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好, 不产生蠕变,抗冲击,抗震, 抗水锤性能强,便于运输, 安装和维护。
4、防腐性能卓越:我公司采用的内衬橡胶化学性能非常稳定,能耐绝大多数腐蚀性介质和有机溶剂的侵蚀,比聚乙烯、聚丙烯、尼龙、ABS等塑料更耐腐蚀。除强氧化性酸液外,在一定温度和浓度范围内能耐各种腐蚀性介质(酸、碱、盐)及有机介质(萘溶剂除外),在20℃和80℃的80种有机溶剂中浸滞30天,外表无任何反常现象,其它物理性能也几乎没有变化。
衬胶管道制造工艺简述
(1)根据买方盖章图纸要求的长度切割钢管,切割后进行焊接法兰。
(2)待质检人员检查合格后在二保自动焊接机上进行焊接,焊接时先焊里几遍,然后焊外口,焊缝高度不低于小板厚,焊完后检查无气孔、砂眼、漏焊时,转入喷砂工序。
(3)焊缝检验:按标准抽检。
(4)喷砂时钢管内壁不允许有锈迹,均允一致,以保证衬胶粘接强度要求,达到Sa2.5以上级别,经检验合格后转入脱脂程序。
(5)脱脂后进行钢管、突台刷粘合剂,干燥后再刷涂一遍胶浆。待干燥后两头封好,存放在指定地点待用。
(6)挤出无缝胶管。按产品所需用的胶种切胶、进行混炼、开炼、待放一定时间,按根据胶管的直径及厚度挤出耐磨无缝胶管。
(7)无缝胶管根据管道长度进行裁剪,汽油清洗后打毛,刷涂一层胶浆。待干后棉布盖住待用。如对于管件(如弯管冲击外弧、三通相贯线等)有局部加厚,需根据图纸要求下料加厚胶片,并进行打毛刷胶浆处理。
(8)复合胀管:
将局部加厚(如果有)的胶片贴到图纸指定位置后,将处理好的胶管放入钢管内,选用定制的气囊穿入无缝胶管内的一端,然后气囊通过牵引设备拖动,对胶管与钢管之间完全贴合。往返重复两次后,气囊放气后取出。
(9)上两端封头,用于成形管道端部的直角翻边和水纹线凹凸密封结构。
(10)按照硫化工艺,设定温度、时间、压力进行硫化。
(11)修整。
(12) 三油二布外防腐(根据甲方要求)。
(13)检验:进行外观、电火花、厚度检查。
(14)出厂前应根据订货清单对管道进行分类编号,并明显标识于管道外壁上。